
液压调速器壳体油路清理方法的研究
发布时间:2017-11-22
引言
液压系统中对液压元件的配合精度要求很高,在装配过程中,即便非常清洁,单个元件也会被弄脏。在制造元件和安装管道、管接头工序中,污染物可能会进入液压系统。如果液压设备在投入使用之前,不进行清洗,很可能出现早期故障,而所有这一类故障,几乎都是灾难性的。在系统开始运行前,清洗液压系统是减少杂质到最低标准的措施,在正常运行过程中,系统的过滤则是用来保持这个标准的措施。
1 问题的提出
某厂液压调速器壳体由铝合金铸造成形,体积约0. 35m × 0. 22m × 0. 16m,内部有 38 条直径不等的铸造油路孔,壳体表面通过机械加工形成 15 个活门孔,活门孔内的环槽与铸造的油路沟通,组成完整的液压油路系统。该调速器壳体由铝合金铸造而成,机加工有铣平面、钻孔等工序。由于壳体内油路错综复杂,零件几何形状多变,并且内部有微孔及暗洞,加工周期长,在每一道工序中都有可能在油路内残留各种杂质和切屑。而液压系统不允许在元件油路内残存杂质及切屑,因为杂质会造成油路不畅及活门卡死,还会堵塞液压元件的节流孔或阻尼孔,改变液压系统的工作性能,引起动作失调甚至导致整个液压系统失灵。因此需要制定一套行之有效的油路清理工艺以保证壳体油路清理质量。
2 制定清理工艺
如何彻底清理干净壳体内部各油路的杂质是产品投产以来一直重视而又难以解决的技术关键。常用的清洗方法有浸渍清洗、喷洗、机动擦洗和超声波清洗等。使用时还可把这些方法加以组合或进行多步清洗,依次在相邻的两个或三个清洗槽( 机) 中清洗,由于各清洗槽( 机) 清洗油污程度不同,所以清洗液的配方及加热温度是各不相同的,通过长期的生产实践以及无数次的故障和教训,人们不断完善了许多清理和检查油路内杂质的方法,并已经正式纳入工艺,从而提高了壳体油路清理的质量。这里将几个工序叙述如下。
2. 1 溶剂浸渍清洗
浸渍清洗是将被清洗的零件浸入带有加热设备的清洗槽中( 加热温度一般为 35 ~85℃) ,并在清洗液中通入压缩空气或蒸气,使清洗液处于动态之中,浸渍时间 4 ~8h。
2. 2 冲洗
将壳体置于冲洗机内,采用压力喷射机清洗,用一定压力和一定流量的煤油,分别对各条油路反复进行冲洗,一直冲到过滤用的绸布袋内没有金属屑和杂质微粒为止。
冲洗工艺是国内对液压系统清理油路内杂质的常规工艺方法,笔者延用了此种方法,在壳体零件机械加工之前先安排一次粗冲洗工序,当工序全部结束前又安排一次精冲洗工序。此工序是清理壳体油路异物的核心和重要环节,必须严格按冲洗操作指导书进行,为了利于管壁上附着物脱落,在冲洗过程中,可用木棍或橡皮锤等非金属棒锤轻轻敲击壳体,可连续或间歇式地敲击。
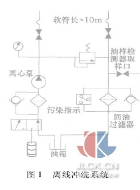
冲洗设备的配置方式主要有两种,一种是在线的,主要使用系统的油箱和过滤器; 另一种为离线过滤,也称为肾循环式。粗冲洗工序采用离线方式,离线冲洗系统如图 1 所示,考虑到回油压力较低并且脉动不大,粗冲洗时采用回油过滤。离线方式冲洗的优点是可以在冲洗设备上添加加热器以提高冲洗效果,也可以使用容量大、耐污染程度高的离心泵代替系统泵,以提高冲洗流速,同时可避免系统泵被损坏。
2. 3 填充石蜡和洗涤化腊
在壳体上钻削各活门孔及车削环槽时,大量的大小不等的切屑可能会飞溅进入油路,一旦切屑进入壳体油路,将很难被清理出来。为了防止机加工过程中切屑进入壳体油路,填充石蜡工序必不可少,填充石蜡工序安排在机加工前,先把石蜡加热至融化,将融化后的石蜡倒入壳体内,使壳体内的所有油路和孔都填充满石蜡,经冷却后壳体即成为一个实心体,带着石蜡去完成后面机械加工的各道工序。这样切屑只能附着在壳体表面和已加工表面,用肉眼能直接看到,当机械加工全部结束时,壳体上机加工产生的切屑很容易被清除掉。
化蜡工序: 机加工完毕的壳体经洗涤后,必须去除壳体内的石蜡,将壳体主要活门孔一面朝上,用吊筐将其浸入化蜡槽。化蜡槽内注满清洁的蒸溜水,其水面必须高出壳体表面 100mm 以上,将槽液加温到100℃ ,保温 1h。在保温过程中经常晃动吊筐,使融化的石蜡及附着在石蜡上残存的切屑一起从孔中浮出。在清除漂浮在槽液表面的石蜡后,取出壳体,再用汽油洗净壳体表面浮蜡。
2. 4 热清理
经化蜡处理后的壳体,油路孔内的石蜡基本都被清理出来,但孔壁内浮蜡不易清理得十分干净。可能会在局部油路内残留石蜡,这样会使细微的异物粘附在油路壁上,用冲洗的方法不易冲出。为彻底清除石蜡,采用热清理工序,将经化蜡和粗冲洗后的壳体在恒温箱内加热至 170℃,保温 1. 6 ~ 2h,将壳体表层的残蜡全部烧净。这样油路壁上不会粘贴上异物,保证了以后精冲洗的质量。
2. 5 加热挥发法
有些污染物用加热使之挥发的方法可以去除,但此种方法不能将液压元件内部残存的碳、灰及固体附着物清除掉。
2. 6 超声波清洗
超声波清洗也被称为“无刷擦洗”,在超声波清洗中,换能器将超声波电源所提供的电能转变为超声机械振动,并将此振动传到清洗液中。超声波射入清洗液中,形成点状微小空腔,当空腔扩大到一定程度时,突然溃灭,形成局部真空,周围的流体以很高的速度来填补这个真空,产生具有几千个大气压数量级的强大声压和机械冲击力( 即空化作用) ,空化气泡的爆破会减少污垢与被清洗件之间的粘着力,使置于清洗液中的零件表面上的污染物剥落。声波辐射压力及毛细声学现象促使清洗液渗入清洗件表面的微小凹孔中,气泡的振动及声冲流加速了污垢进一步脱离清洗件,因而,在清洗过程中,使被清洗工件的表面产生表面污垢膜的破坏、剥落、分离及乳化,从而达到一种迅速、高效的清洗效果,其中空化效应在超声波清洗中起主要作用。为了使附着在壳体油孔内壁的杂质容易冲出来,故在热清理工序之后又安排了超声波清洗工序,超声波清洗 15min。
2. 7 精冲洗
经过超声波清洗工序后,不容易清洗的污垢、杂质基本上和油路孔壁脱离,但有一部分还没有清理出来,采用一定压力的液压油再进行一次冲洗。为了提高冲洗效果,在冲洗过程中液压泵以间歇运动为佳,其间歇时间一般为 10 ~30mim。
2. 8 滚钢球
壳体内油路孔分别为��4mm、��6mm、��8mm、��10mm、��12mm 五种,虽经过以上各清理工序,应该认为油路内是干净的,但偶尔也会出现因铸造时产生的杂质或机加工的切屑等卡在油路内,这些较大杂质采用以上工序是很难冲洗出来的。为检查异常情况,保证油路的完全畅通,又增加了滚钢球工序,即用比油路孔径小 1 ~2mm 的钢球分别通过每条油路,当发现钢球有被阻现象时,用外径 ��2 ~4mm 的软弹簧,插入油路寻找故障位置并予以排除。由于油路内杂质清理干净的程度很难用某种量仪来检查,即使增加许多工序来控制清理质量,但目前此问题还是产品质量的关键,必须加以重视,严格把关。
3 冲洗速度的确定
测量管内流体流量时往往必须了解其流动状态、流速分布等。雷诺数就是表征流体流动特性的一个重要参数。雷诺数 Re 是流体流动中惯性力与黏性力比值的量度,即流体流动时的惯性力和黏性力( 内摩擦力) 之比,雷诺数小,意味着流体流动时各质点间的黏性力占主要地位,流体各质点平行于管路内壁有规则地流动,呈层流流动状态。雷诺数大,意味着惯性力占主要地位,流体呈紊流流动状态,一般管道雷诺数 Re <2000 为层流状态,Re >4000 为紊流状态,Re =2000 ~ 4000 为过渡状态。在不同的流动状态下,流体的运动规律、流速的分布等都是不同的,因而管道内流体的平均流速 V 与最大流速 Vmax的比值也是不同的。因此雷诺数的大小决定了黏性流体的流动特性。
流体清除表面微粒的能力与流体和元件界面上的有效能量大小成正比。为了进行有效的清洗,冲洗时必须是紊流,一般雷诺数 Re≥4000,并在低黏度、高温和大流量的情况下,Re 高于系统管路在工作时的最大雷诺数 Re',
由于冲洗时的状况和系统工作时的状况不同,引入工况系数 K,则:
Re > KRe' ……………………………………( 1)
∵ Re = Vd / ν
Re' = V'd / ν'
∴ V > KV'ν / ν' ………………………………( 2)
式中: V 为冲洗液流速; V'为工作液最大流速; ν 为冲洗液运动黏度; ν'为工作液运动黏度; d 为管道直径。
工况系数 K 值根据工作状况而定,一般为 1. 5 ~4。当冲洗系统运行时,管路振动大且对系统可靠性要求高时取大值,反之取小值。K 值越大,冲洗效果越好。但 K 值不能过大,否则会造成冲洗压力损失大,冲洗液温升高,密封件易于损坏,冲洗液容易变质等不良影响。
4 清洗注意事项
清洗壳体油路时应在专用的清洗工作台上进行,若条件限制,也要确保临时工作台的清洁度。粗冲洗时要用 80 目的过滤网,精冲洗时用 150 目以上的过滤网。清洗后的壳体零件不准用棉、麻和化纤织品擦试,防止脱落的纤维污染液压系统,可以使用洁净干燥的压缩空气吹干壳体零件,清洗后的零件不允许直接放在土地、水泥地、钳工台和装配工作台等外露位置上,应该放入带盖子的容器内,并注入液压油。
5 结语
随着科学技术的发展,液压系统逐渐与数字控制、智能控制相结合,对系统清洁度方面的要求越来越高,为此在零件的制造过程中也应该对此提出保障性措施。鉴于该壳体零件外形复杂,且内部有很多孔,本研究从多方面着手,对壳体油路的清理工艺进行详尽的编制,经过长时间的生产实践,证明该清洗工艺编制合理,有效解决了以前对油路清洗不彻底的现象,使壳体的清洁度大大提高,有效地保证了产品质量,提高了整个系统的可靠性,延长了附件寿命。
摘自:中国计量测控网




