
冶金焦炭机械强度的测定方法
发布时间:2017-09-01
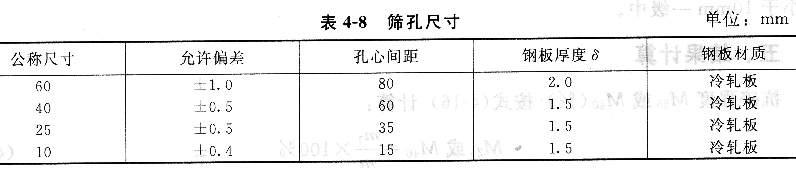
②筛片用冲床冲孔L,冲孔后不允许用锤子打平其边缘,可用砂轮将毛刺打平。
③筛框一律用木板制作。
④筛子孔径每季度检查一次,任何一个孔的直径超过允许偏差时,即为废孔。当筛片孔率为10%时,需及时更换。
3.方孔筛
采用表4―6规定的方孔筛。
4.计量秤
感量为0.1kg。每次试验前要校正零点。
三、试样的采取和制备
1.试样的米取
试样的采取按焦炭试样采取和制备的规定进行。
当发现试样的水分过大,对试验结果有影响时,需作适当处理,方可进行试验。
2.试样的准备
(1)M25和M10按焦炭试样的筛分组成测定方法进行筛分并称量各粒级焦炭质量(不包括小于25mm部分),按各粒级筛分比例称取转鼓试样,每份试样为50kg(称准至0.1kg)。每次试验最少应取两份试样。
(2)M40和M10将试样用直径为60mm的圆孔筛进行人工筛分,并进行手穿孔(即筛上物用手试穿过筛孔,只要在一个方向可穿过筛孔者,均作筛下物计)。筛分时,每次入筛量不超过15kg,既要力求筛净,又要防止用力过猛,使焦炭受撞击破碎。
称取筛上物(大于60mm)的焦炭转鼓试样,每份试样为50kg(称准至0.1kg)。每次试验最少应取两份试样。
允许采用机械筛,但须与手筛进行对比试验,无显著性差异,方可使用;当有争议时,以手筛为准。
四、试验步骤
①将其中一份试样,小心放入已清扫干净的鼓内,关紧鼓盖,取下转鼓摇把,开动转鼓,100转后停鼓,静置1~2min,使粉尘降落后,打开鼓盖,把鼓内焦炭倒出,并仔细清扫,收集鼓内鼓盖上的焦粉。
②将出鼓的焦炭依次用直径25mm和10mm的圆孔筛进行筛分(测定M25和M10),或用直径40mm和10mm的圆孔筛进行筛分(测定M40和M10),其中25mm、40mm部分进行手穿孔。筛分时每次入筛焦量不超过15kg,既要力求筛净,又要防止用力过猛使焦炭受撞击而破碎。也可采用机械筛,但须与手筛进行对比试验,无显著性差异,方可使用;当有争议时,以手筛为准。
③分别称量大于25mm、25~10mm及小于10mm(测定M25和Ml0),或大于40mm、40~10mm及小于10mm(测定M40和M10)各粒级焦炭的质量(称准至0.1kg),其总和与人鼓焦炭质量之差为损失量。当损失量≥0.3kg时,该试验无效;损失量<0.3kg时,则计入小于10mm一级中。
五、结果计算
抗碎强度M25或M40(%)按式计算:
式中m――入鼓焦炭的质量,kg;
m1――出鼓后大于25mm或40mm焦炭的质量,kg;
m2――出鼓后小于10nm焦炭的质量,kg。
试验结果精确至0.1%报出。
六、精密度
重复性要求见表4―9。
参考资料:煤质分析及煤化工产品检测






