
X射线曝光方程式的设计及应用
发布时间:2017-09-01
在无损检测中,通常把管子公称直径De≤100mm的管子称为小径管。阶梯试块制作的X射线曝光曲线,用于小径管环焊缝X射线探伤选取曝光参数时,由于平面与圆弧面的差异、实际透照厚度值连续变化、实际透照厚度比很大、焊缝区与母材区厚度比很大等原因,致使实际X射线探伤时,选取透照厚度是估算选取,误差较大。它直接影响X射线底片的黑度及X射线探伤灵敏度。
根据原X射线曝光曲线,估算选取小径管的透照厚度,经过本文所述程序,设计X射线曝光方程式。使用X射线曝光方程式,选取小径管环焊缝X射线探伤的曝光参数,对X射线探伤灵敏度、厚度宽容度及底片黑度的控制,起到了良好的效果。
1小径管环焊缝X射线探伤的技术难度
1.1技术难度的理论分析
(1)平面阶梯试块与小径管环焊缝圆弧面的差异
不论是管电压―透照厚度(kV-T)类型的曝光曲线,还是曝光量―透照厚度(E-T)类型的曝光曲线,都是通过改变曝光参数(例如固定管电压kV,改变曝光量E;或者固定曝光量E,改变管电压kV),透照由不同固定厚度组成的平面阶梯试块制作的。对小径管环焊缝而言,圆弧面的透照厚度是连续变化的。将平面阶梯试块制作的曝光曲线用于小径管环焊缝的圆弧面,依此来选择曝光参数,显然会带来误差。
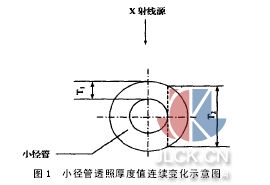
(2)实际透照厚度值连续变化及透照厚度比大小径管环焊缝透照厚度值连续变化如图1所示。透照时假设为双壁双影重叠成像,且不考虑焊缝余高,则小径管的实际透照厚度值由2T1连续线性变化到T2(见图1),即透照厚度比2T1/T2很大。例如 76~ 89的管子,一般理论最大厚度比K∞大于4.2[1],考虑到小径管射线照相对比度和厚度宽容度的平衡关系,经验厚度比Ke也大于1.5[1];又例如 38~ 76的管子,一般理论最大厚度比K∞大于3[1];经验厚度比Ke大于1.4。因此,底片有效检测范围难以达到D= 2.0~3.5[1],有时甚至不能达到1.5~3.5。厚度比越大,底片有效检测范围越难以达到D= 2.0~3.5。
(3)焊缝区与母材区的透照厚度比大
小径管自身壁厚较薄,然而由于氩弧焊打底及手工焊盖面,致使内外加强高均较高。所以,焊缝区与母材区的透照厚度比大,X射线底片上焊缝区与母材区的黑度差较大。在焊缝区与母材区上难以同时达到要求的像质指数。一味地追求厚度宽容度,管电压选择太高,又会使探伤灵敏度下降。
焊缝区与母材区透照厚度比大,则完全有可能出现这样的情况:焊缝区的像质指数达到了相关标准的要求,而母材区的像质指数则可能达不到相关标准的要求;母材区包括热影响区的缺陷就可能存在漏检。
(4)曝光参数不能线性表示
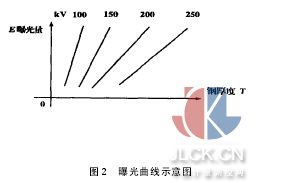
前已叙述,不论是管电压-透照厚度(kV-T)类型的曝光曲线,还是曝光量-透照厚度(E-T)类型的曝光曲线,都是通过改变曝光参数(例如固定整数管电压kV,改变曝光量E;或者固定整数曝光量E,改变管电压kV),透照由不同固定厚度组成的平面阶梯试块制作的。所以,变化参数(管电压kV、曝光量E)在曝光曲线座标系中分层出现,不能线性连续表示。当透照条件需选在两个变化参数之间时,例如:图2E-T曲线中,160kV,180kV之间是空档,欲选择170kV就不能得到精确曝光参数,这样,就被迫带来估计因素,增加了误差。即使可以用逼近插值法求出精确值,但在实际使用中,也不太容易实现。
1.2技术难度的实际分析
(1)自动洗片机的使用,对曝光参数的选择要求更严
长期以来,X射线探伤选取曝光参数,一直使用曝光曲线。曝光曲线是用平面阶梯试块制作的,而小径管环焊缝是圆弧面,且透照厚度是连续线性变化的。依据哪一个透照厚度来选择曝光量和管电压,常常是估计的成份比较多。实际生产中,若是发现透照厚度选择误差太大,也是通过不可取的暗室处理来调节。底片的黑度缺乏严格的控制。
随着X射线探伤技术的发展,自动洗片机的使用率越来越高,底片要获得相关标准规定的黑度,对胶片应获得的照射量越来越严。曝光参数选择不准确,想通过暗室处理来调节已经不现实。
(2)粗糙的曝光曲线增加了曝光参数的误差
由于本公司的工作性质,X射线探伤环境移动性很大,设备变动频繁,如机头、控制柜、低压电缆经常由于维修或工程突击而互相调用。此时曝光曲线是需要根据实际情况随时修正的。但是由于修正工作量太大,使得曝光曲线的修正工作往往是比较粗糙的。所以实际生产中使用的各类曝光曲线,不论是管电压-透照厚度(kV-T)类型的曝光曲线,还是曝光量―透照厚度(E-T)类型的曝光曲线,往往是比较粗糙的。使得利用曝光曲线选取的曝光参数误差更大。
2X射线曝光方程式的设计
2.1设计程序
(a)在现场实际使用中,利用原来曝光曲线,选择若干带有估计性的曝光参数,对小径管环焊缝进行透照,得到若干X射线底片。注意:这些X射线底片曝光量未得到严格控制,黑度有差异,探伤灵敏度
也有差异。
(b)从这些X射线底片中,选出各项技术参数满足要求的底片。记录下每张底片的管电压V、曝光时间t、透照厚度TA。把V作为应变量,把TA、t作为自变量,在座标纸上将每一组数据(V、T、t)用叉点作成散点图(略)。观察散点图,可设计出X射线曝光原始方程式如下:V=a0+a1t+a2TA
这个X射线曝光原始方程式,在几何上表示一个平面,可解决曝光曲线随变化参数无法连续的问题。
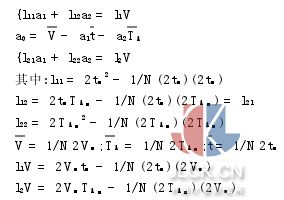
(c)用最小二乘法原理来确定待定系数a0、a1、a2。为使离正确曲线误差最小。即使: (a0、a1、a2)=Σ(V-a0-a1t-a2TA)2达到极小值,为此分别对a0、a1、a2求偏微商,并令其等于零,得正规方程:
(d)解此方程组,就可以得到待定系数a0、a1、a2。
(e)将待定系数a0、a1、a2代入X射线曝光原始方程式中,即可得到X射线曝光方程式。
2.2设计要求
(a)X射线曝光方程式应能将曝光曲线中的曝光参数,例如:管电压-透照厚度(kV-T)曝光曲线及曝光量-透照厚度(E-T)曝光曲线中的曝光参数kV、E、T变为线性连续可调。
(b)使用X射线曝光方程式,选取曝光参数,透照的X射线底片,其有效检出范围应控制在大于90%,其计算方法如标准要求。
(c)使用X射线曝光方程式选取曝光参数,透照的X射线底片,其黑度控制为,在有效评定区内,母材区上最大黑度≤3.5,焊缝区上黑度=2.0左右。
(d)使用X射线曝光方程式选取曝光参数,透照的X射线底片上,焊缝区与母材区应能同时满足相关技术标准对像质指数的要求。
2.3设计举例
2.3.1设计试验条件
设备:XXQ-2505变频充气X射线机编号:0526焦距:400 mm自动洗片机:宏达2067;固定显影液配方、定影液配方及暗室处理条件例如温度和时间等。胶片:AGFA-C7。小径管规格(直径×壁厚)(mm): 89×4、 60×3.5、 45×3.5;
2.3.2设计程序
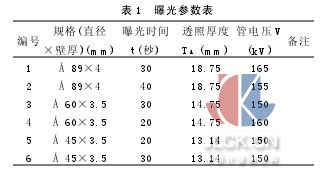
(1)利用原来X射线曝光曲线选取曝光参数,透照X射线底片10张,测试母材区及焊缝区,黑度、像质指数在母材区及焊缝区上的根数和长度;发现有效检测范围均满足要求的有6张。曝光参数如表1所示。
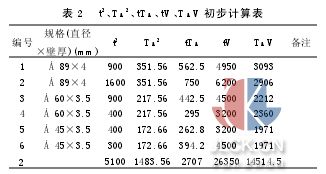
(2)对t2、TA2、tTA、tV、TAV进行计算,如表2所示。
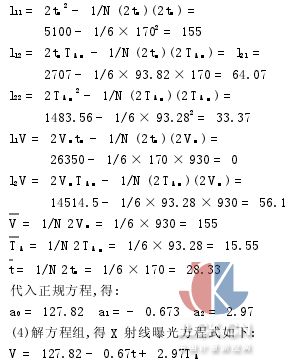
(3)对l11、l12、l22、l1V、l2V、V、TA、t进行计算,如下:
3应用举例
该X射线曝光方程式已经直接并成功应用在陕西西宇无损检测公司西安市小区天然气工程中。例如,利用上述小径管环焊缝X射线曝光方程式:V= 127.82 - 0.67t+ 2.97TA
计算:X射线探伤小径管 89×4 mm,使用曝光时间为30 s(曝光电流为5 mA)时,则管电压为:
V= 127.82 - 0.67t+ 2.97TA=127.82 - 0.67×30 + 2.97×18.75 =163.4千伏≈165千伏
其中:TA按JB 4730附录E1计算

4后续工作
(1)由于计算量很大,已经开始设计电脑软件。达到只需按本文2.3操作,将合格X射线底片的曝光参数输入,就可得到X射线曝光方程式。
(2)本实验固定了焦距。在现场施工过程中,焦距的变化是很频繁的,若将焦距也制作到X射线曝光方程式,将更增加方程的实用性。
摘自:中国计量测控网






