
线圈法磁粉探伤在汽车曲轴上的应用
发布时间:2017-09-01
目前汽车配件企业对曲轴表面缺陷检测大部分采用磁轭法或支杆法进行干法磁粉探伤。该法不仅粉尘较大、工作环境差、工作效率低,而且检测灵敏度不高,不能完全保证缺陷不被漏检。随着无损检测技术的不断发展、检测设备的不断更新,本文对曲轴磁粉探伤中传统的曲轴不动,磁场变化的方法进行了改进,采用曲轴旋转磁化、旋转喷液、退磁三者一次性完成的荧光湿法检测,不仅提高了检测灵敏度,而且也省去了单独给曲轴退磁这道工序,提高了生产效率。
1检测原理与操作方法
1.1检测原理
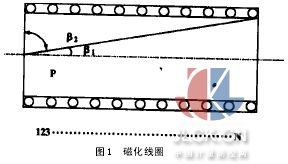
磁化线圈的形状如图1所示,它由1300匝扁平通铜导线绕制而成,线圈匝间绝缘且整体浸泡环氧树脂,以保证对地绝缘和增加线圈强度。其理论计算如下:
H= KπNI/L(cosβ1- cosβ2) (1)
式中H―心面上一点P的磁场强度(A/M)
I―电流(A)
β1、β2―线圈中心面上任意点到线圈两断面的夹角
N―线圈匝数
L―线圈长度(m)
K―比例常数
该点的磁感应强度为:B=μ×H(μ为空气中的磁导率)。
如果在线圈中充满铁磁物质,那么该点的磁感应强度要比没有充满铁磁性物质大102~106倍以上,因为铁磁性物质的磁导率是空气磁导率的102~106倍以上。因此把旋转的曲轴放在静止的通电线圈中,对曲轴进行磁化,相当于曲轴不动,给曲轴施加了一个旋转磁场,对曲轴进行磁粉探伤,以发现曲轴表面及近表面的缺陷。
1.2操作方法
当在磁探工位有曲轴时,操作人员将线圈下降套住曲轴2/5处时停止,然后通电、喷磁悬液,直到整个曲轴全部被磁悬液覆盖为止,然后带电升起线圈,操作人员用波长为365 nm的紫外线灯进行检查。
2结果分析
影响发现曲轴表面及近表面缺陷的因素有两个:
(1)磁化装置的磁化能力及磁悬液性能的因素;
(2)缺陷本身的因素。
2.1磁化系统对曲轴表面及近表面缺陷检出的影响
从公式(1)可见,影响缺陷检出的因素有电流I、线圈匝数N,线圈的长度L以及(cosβ1- cosβ2)的大小。电流I增大,匝数N增多,线圈长度L减小,那么磁场强度H增大,磁感应强度也增大。因为线圈长度L不大,所以(cosβ1- cosβ2)对磁场强度H的均匀度影响不大。
事实表明,线圈匝数在130匝、负载励磁电流大于40安培,可以保证检出曲轴上任一部位的表面裂纹。如果用15/50A型试片试验曲轴任一部位,试片均显示清晰。磁悬液的配制应根据磁粉厂家的推荐为主,一般情况下,用梨形瓶测量,磁悬液的浓度为0.1~0.5。
2.2缺陷本身对漏磁场的影响
在铁磁物质内,缺陷的磁导率和铁磁物质本身的磁导率不同,导致磁力线在缺陷处逸出或进入试件表面形成漏磁场,在缺陷处形成的漏磁场吸附磁粉并形成磁痕,使操作者很直观地发现缺陷,因此缺陷的漏磁场直接影响缺陷的检出率,同样,缺陷的几何形状、自身大小和方向等都对缺陷的漏磁场有直接影响。
2.2.1铁磁材料被磁化状态对漏磁场的影响
磁感应强度B=μr×H,即铁磁材料的磁导率μr和外加的磁场强度H之积直接影响磁感应强度B;根据以前的检测结果,缺陷的漏磁感应强度的法向分量值随磁化强度的增加而增加,但当磁化强度达到一定数值后,其增加趋于平缓。即铁磁材料已进入磁饱和状态时无须无限增大电流和电压,根据实际情况,电压为380 V完全可以满足要求。
2.2.2缺陷大小对漏磁场的影响
缺陷的大小指缺陷的深度、长度和宽度,一般对缺陷漏磁有影响的是缺陷本身的深度和宽度,同样宽度的表面缺陷,如果深度不同,产生的漏磁场也不同,在一定范围内,漏磁场的增加与缺陷深度的增加几乎呈线性关系,当深度增加到一定值后漏磁场的增加变得缓慢。当缺陷的宽度很小时,漏磁场随着宽度的增加而增加,当缺陷的宽度很大时漏磁场反而下降,例如表面划痕就是这种情况。缺陷的深度和宽度之比称为缺陷的深宽比,深宽比越大,漏磁场越大,缺陷越容易被发现;反之缺陷不易被发现。
2.2.3缺陷方向对漏磁场的影响
缺陷的方向分为两种,一种是缺陷在工件表面的方向与漏磁场方向之间的夹角,另一种是缺陷的深度方向与工件表面的夹角,即缺陷的倾角。缺陷垂直于磁场方向时,所形成的漏磁场最大,有利于缺陷的检出;若与磁场平行则几乎不产生漏磁场。
缺陷与工件表面的夹角(缺陷的倾角)由垂直逐渐倾斜成某一角度,直到变为平行,漏磁场也由最大下降为零,因曲轴在加磁线圈中是旋转的,相当于给静止曲轴加一个旋转磁场,因此,曲轴上任一处的任一方向的裂纹均可被发现。
2.2.4缺陷埋藏深度对漏磁场的影响
在工件的表层内存在缺陷时,则在工件表面上有漏磁场,漏磁场的分布以缺陷靠近工件表面的位置为中心呈近似半圆形状。缺陷埋藏的越深,这个圆心离表面越远,在工件表面形成的漏磁场强度也越小,同样的缺陷位于工件表面时,漏磁场最大,位于工件内部,随埋藏深度的增加,漏磁场逐步减少,当埋藏深度足够大时,漏磁场将趋近于零。
2.2.5工件表面清洁度对漏磁场的影响
如果工件表面不干净,有覆盖层,那么工件表面的覆盖层会影响漏磁场,导致漏磁场的减小;同时也影响缺陷磁痕的显示,因此,曲轴在磁粉探伤时,其表面必须保持干净无污。
2.2.6工件材料及状态对漏磁场的影响
工件材质的晶粒越大,磁导率越大,矫顽力越小,漏磁场就越小;相反,工件材质晶粒越小,磁导率越小,矫顽力越大,漏磁场就越大。对碳钢而言,随着含碳量的增加,矫顽力也增加,但磁导率随着含碳量的增加反而下降,漏磁场增大。
钢材的热处理对漏磁场的影响较大,正火和退火状态的钢材,其磁性差别不大,漏磁场也差别不大;而退火和淬火状态的磁性差别较大,淬火可以提高钢材的矫顽力和剩磁使漏磁场增大;淬火后随着回火温度的升高,矫顽力降低,漏磁场减小。
3结束语
3.1采用交流加磁,在完全满足技术条件的前提下,不但节省了整流设备,而且操作简单,容易实现,并且使被磁化的曲轴容易退磁。
3.2在实际的生产应用中,利用该法对曲轴进行磁粉探伤,不仅设备结构简单,方便操作,而且节省了专门退磁这道工序,提高了工作效率,易于实现自动化。
3.3发现裂纹的能力不仅与设备能力有关,而且与裂纹的几何形状、自身大小和方向有关。
摘自:中国计量测控网






