
首页>技术中心>技术资讯>非量测数码相机在砼管片变形检测中的应用
非量测数码相机在砼管片变形检测中的应用
发布时间:2017-09-01
一、前言
数码相机是一种集光、机、电为一体的电子产品。它集成了影像信息的转换、存贮、传输等部件,具有数字化存贮功能,能与计算机进行数字信息的交互处理,因此数码相机用于近景摄影测量已迅速兴起。量测型数码相机内方位元素经码相机是否能用于量测作业引起人们广泛关注。本文主要探讨将非量测型数码相机用于中等精度的变形检测的可行性和实用性。
二、非量测数码相机的检校
由于非量测型数字相机内方位元素未经鉴定,而且相机镜头畸变较大,因此从事工程测量作业时就必须对相机进行检校。
非量测数码相机检校可在室内进行,首先布设检测场,在室内墙上均匀分布多个明显标志点,同时在标志点正前方一定距离并排布设3个摄站;然后用2台T-3000电子经纬仪及一根精密基线尺完成对标志点和摄站点的局部空间坐标的量测;最后用固定主距在3个摄站上摄取标志点,利用面中心投影方程解出数码相机的内方位元素和像差计算改正网格,经改正后数码相机量测精度会提高5~10倍[1]。面中心投影方程为
其中x0,y0,f为相机内方位元素;Xs,Ys,Zs为摄站坐标;x,y为像坐标;dx,dy为像差;X,Y,Z为物方空间坐标。
三、用非量测数码相机检测砼管片的变形
砼管片在生产过程中由于钢模具的变形及其自身的冷热伸缩等原因产生了变形,因此需要量测出它的平均厚度、对角线长度等形态元素尺寸,与设计值比较,检测砼管片的变形。
1.基本方案
由精密基线尺量测8根用铝合金制作的基准控制尺,量测精度应接近±0.1 mm,使其满足测量控制要求。其中4根控制垂直方向,2根控制水平方向,2根控制景深方向,并在被测物体(砼管片)特征点上精确布设易量测的标志点,以增强量测时的识别能力。由于砼管片棱边清晰,且角点为三棱边垂直交叉点,故标志点设计为十字交叉点,粘贴时十字边与棱边对齐。除角点外还选用一些点作为模型连接点。
用检校过的数码相机,围绕被测物体从8个角度连续拍摄获取大重叠的数字影像;然后用目标自动量测软件获取每幅影像上的标志点,量测精度达到子像元级,并对量测坐标进行像差改正;最后由含直线相对控制的光线束法区域网平差程序,计算被测物体各特征点空间坐标以及形态元素尺寸,从而算出砼管片的变形。
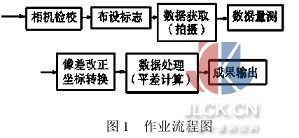
2.作业流程
作业流程见图1。
3.实施过程
(1)标志点的布设及影像获取
在砼管片各特征点上贴上测量标志,砼管片上24个特征点,基准尺上24个标志点,每一个砼管片为48个标志点。由于砼管片为4个叠合一组,因此一组砼管片点数为120个标志点。
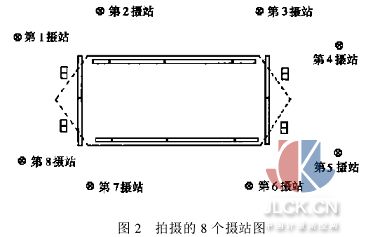
我们采取围绕砼管片顺时针布设8个摄站(摄站顺序见图2)。摄站高定为2 m,采用柯达数码相机(KODAKDC260),事先将经检校好的各项参数值设置好,在8个摄站上顺序拍摄,将获取的数字影像数据及时传给计算机进行处理,每幅图像像素为1 024×1 536。一般正常拍摄一组砼管片所用的时间为10 min即可。拍摄的基本原则是保证每个被测点在3幅不同图像中出现,即被观测3次。
(2)数据量测
自动量测是本次任务高效率完成的基本保证,它是由几何拟合,相关性分析以及最小二乘匹配3项技术集成的一个完整的程序模块,从而实现由粗配准、像元级定位到子像元级精密量测全部功能。由于每次观测被测物与摄站相对位置固定,且被测物特征点位置亦相对固定,因此特征点在每幅图像上的像坐标的概略位置已知。首先用相关系数法进行粗匹配,然后用最小二乘匹配进行精配准。一般熟练的作业员量测一组数据需要的时间为20 min。
(3)平差计算
1.建立辅助坐标系,满足右手法则。以砼管片几何中心为原点,X轴平行于砼管片两端最高点(理论值)的连线,方向背离第一摄站(第一摄站从砼管片一角边开始,顺时针布设,见图2);Y轴平行于砼管片曲面;Z轴垂直于XY面,方向向上。故所有特征点Z坐标均为负值。
2.平差计算的方法是由被测物的标志点分8个摄站组成区域网,在共线条件和空间距离条件约束下,实现相对位置最小二乘法平差。即各点位置既满足共线条件,亦满足空间距离条件。计算时用各点的理论值作为初始值,由于参加平差的点数是固定的且数量不多,因此平差时直接使用原始误差方程。
(4)精度分析
数码相机鉴定主距为f=1 686.99像元,拍摄物距为L=3 m,摄影基线B=2.5 m,像元尺寸为d=7.5L,摄影比例尺约M=180。令目标点中误差为Mx,My,Mz,像坐标量测中误差为mx,my,若像坐标的量测精度达±0.2像元,则
mx=1.5L
my=1.5L
根据以下目标点精度估算公式:
Mx=Mmx=±0.27 mm
My=Mmy=±0.27 mm
Mz=LMx/B=±0.32 mm
位置理论中误差:

(5)实测结果
在实际的作业过程中,当平差计算显示基准尺闭合差不超过±0.2 mm时,认为结果可靠。由实测坐标与理论坐标进行比较得到砼管片所有特征点坐标偏差及中误差,其理论坐标是每个砼管片特征点在其辅助坐标系中的理论值(可根据设计图纸计算得到),实测坐标为特征点经过量测平差计算后所得坐标值。
我们对抽样的583片砼管片进行了检测和成果统计。结果表明,量测中误差在±0.5 mm左右,与理论估计基本一致,所检测的砼管片变形误差在±1~±4 mm之间,占整个砼管片量测中的83.2%,这与生产厂家用常规方法获取的结果基本一致,但作业效率明显优于常规方法。这也说明校正过的非量测型数码相机是可以用于中等精度的工程测量。
摘自:中国计量测控网






