
首页>技术中心>技术资讯>比例积分适时调整PID控制及其在液压试验机中的应用
比例积分适时调整PID控制及其在液压试验机中的应用
发布时间:2017-09-01
引言
多年以来,在过程控制中,按偏差的比例(P)、积分(I)和微分(D)进行控制的PID控制是应用最为广泛的一种自动控制方法,在液压控制系统中具有广泛的应用。而实际工业过程往往具有非线性、时变不确定性,应用常规PID控制器不能达到理想的控制效果,且常常受到参数整定方法烦杂的困扰[1]。
就材料试验机而言,如果材料试验时所加应力速率及应变速率的不同,试验所测得的有关强度数据就有差别。故金属拉伸试验中要求在施加载荷时,必须考虑加载的应力速率及应变速率。在国际标准ISO6892: 1998 (E)[2]及国家标准GB/T 228-2002[3]中,试验条件有如下规定:

标准明确规定加载时必须保持恒定的应力速率或恒定的应变速率。因此如何科学有效地应用PID调节器,达到对材料试验机的应力速率及应变速率控制,是目前试验机领域的关键问题[4]。
1比例积分适时调整PID控制方法
PID控制规律用数学公式表达为:

由于计算机控制是一种离散采样控制,它只能根据采样时刻的偏差值计算控制量,故需要将(1)式进行离散化处理。以一系列的采样时刻点代替连续时间,以和式代替积分,以增量代替微分,得:

式(2)称为位置式PID控制算法。
位置式PID算法由于全量输出,每次输出均与历史有关,计算时要对e(k)进行累加,计算机运行工作量大。如果计算机出现故障, u(k)的大幅度变化会引起执行机构位置的大幅度变化,有可能造成设备的严重损坏,是实际控制中所不允许的。
当执行机构需要的只是控制量的增量时,可根据递推原理,得到增量式PID控制算法如下:

增量式PID控制虽然只是算法上作了一点改进,却带来了不少优点: (1)由于计算机输出增量,所以误动作时影响小,必要时可用逻辑判断的方法去掉。(2)手动/自动切换时冲击小,便于实现无扰动切换。此外,当计算机发生故障时,由于输出通道或执行装置具有良好的锁存作用,故能仍然保持原值。(3)算式中不需要累加。控制增量Δu (k)的确定仅与最近三次采样值有关,所以计算简单方便,且容易通过加权处理等方法获得较高精度。
如果采用增量式PID控制,控制系统控制效果理想与否取决于控制参数KP、KI、KD的调整。比例作用KP加大将会减小稳态误差,提高系统的动态响应速度,但同时系统超调量大;积分作用对系统的稳定性有影响, KI减小会使系统不稳定,但能消除稳态误差,提高系统的控制精度; KD可以调整系统的过渡特性。由此我们在(3)式的基础上,在比例项和积分项前各加一系数α和β,得到比例积分适时调整PID控制方式,算法如下:

工业控制中采用比例积分适时调整PID控制方式,可根据每个控制周期中偏差e (k)的大小而适时调整α和β值,即调整比例作用和积分作用,适时进行PID参数整定,从而得到比较理想的控制效果。
2液压试验机控制系统
在该试验机系统中,我们应用旁路节流数字调压、调速技术[5],并采用了压力、应变及位移传感器,用一种比例积分适时调整PID控制方法,仅一只比例数字节流阀便实现了应力、应变、位移的精确控制,并且性能可靠,使用面广,价格低廉。
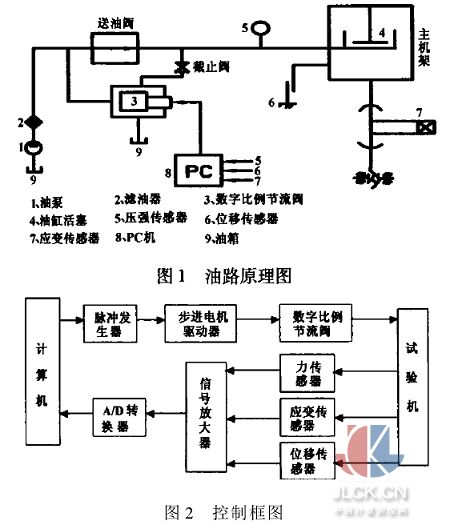
试验机系统由油源、主机架、液压集成块、三路传感器及PC机组成。油源采用高压柱塞泵;液压集成块上有电液比例阀,整体安装于油箱上方;应力通道采用压强传感器,应变通道采用自动消除载荷偏心影响的高精度引伸计,位移通道采用大量程位移传感器。
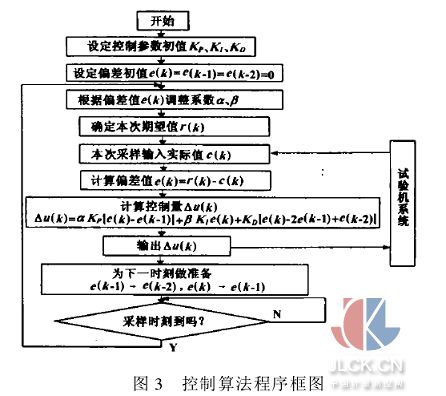
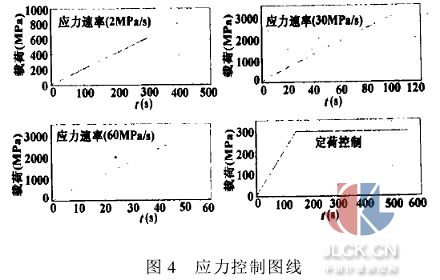
系统油路原理图如图1所示,自动控制框图如图2所示,系统的比例积分适时调整PID控制算法程序框图如图3所示。
自动加载时关闭送油阀和回油阀,打开截止阀,试验机油泵出口的液压油,通过计算机自动控制数字阀进入油缸。试验机的应力、应变、位移系统由三路传感器实现,在计算机屏幕上自动显示,并由计算机按相关标准自动控制其加载过程。
在该系统比例积分适时调整PID控制过程中,我们按以下规律进行参数调节: (1)在偏差比较大时,为尽快消除偏差,提高响应速度,同时为了避免系统响应出现超调,应加大比例作用,去掉积分作用。即α取大值,β取零。(2)在偏差比较小时,为继续减小偏差,并防止超调过大、产生振荡、稳定性变坏,比例作用要减小,适当加上积分作用。即α值要减小,β取小值。(3)在偏差很小时,为消除静差,克服超调,使系统尽快稳定,α值继续减小,β值不变或稍取大。
3试验结果
(1)应力控制
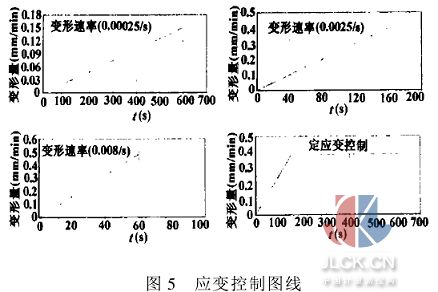
该试验机系统的应力速率控制范围为2MPa/s~60MPa/s,试验力的定荷控制范围可从最大试验力的2%~100%。图4分别列出了应力速率为2MPa/s、30MPa/s、60MPa/s时的载荷-时间图线以及最大试验力时的定荷图线。
(2)应变控制
采用引伸计控制的系统应变速率控制范围从0・00025/s~0・008/s,并且在试样变形过程中可以进行定应变控制。图5为应变速率为0・00025/s、0・0025/s、0・008/s时的变形-时间图线以及定应变图线。
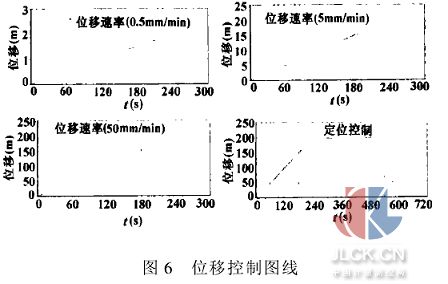
(3)位移控制
该系统试验机试台位移速度控制范围从0・5mm/min~ 50mm/min,其定位控制范围可从1mm ~200mm。图6分别列出了位移速率为0・5mm/min、5mm/min、50mm/min时的位移-时间图线以及最大位移时的定位图线。
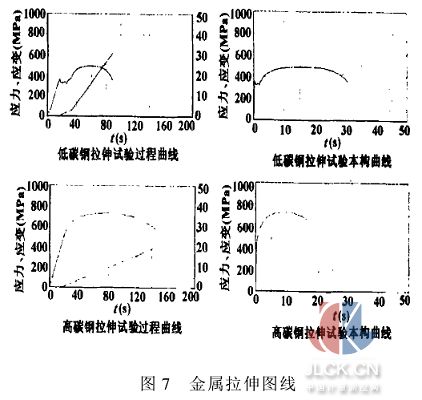
(4)金属拉伸试验
本系统进行低碳钢型材料拉伸试验时,应力控制与应变控制可自动智能识别及切换;高强钢型材料拉伸试验时,可自动智能测定σ0・2并按标准改变控制方式。图7分别列出了低碳钢型材料和高碳钢型材料拉伸试验时的应力、应变-时间图线和材料本身的应力-应变图线。
4结论
常规PID控制器在实际工业应用中达不到理想效果。本文介绍一种比例积分适时调整PID控制方法,在微机控制电液万能材料试验机上获得了良好的应力速率、应变速率、位移速率控制以及定荷、定应变、定位移控制的试验结果。
摘自:中国计量测控网






