
激光超声检测技术
发布时间:2017-09-01
1前言
激光可以实现非接触式的高灵敏度测量,但不能通过非透明材料的内部,而超声波的检测方法可以实现内部质量的检测,因此,用激光激发超声波使之通过被检测试件的内部,再用激光技术来接收这种超声波的信号,把两者结合起来,发展出一种新的检测方法-激光超声检测方法,解决常规超声检测难以解决的问题。
与常规超声检测方法比较,激光超声技术具有下列优点:激光超声不需要耦合剂,避免了耦合剂对测量范围和精度的影响;激光超声可实现远距离操作,可用于高温环境及腐蚀性强、有放射性等恶劣条件,并可以实现快速扫描,对生产现场快速运动的工件的在线检测;激光超声的盲区小于100μm,可用于测量薄工件。激光超声的频率带宽较常规的换能器宽,具有测量微小缺陷裂纹的能力;激光超声可用于表面几何形状复杂及受限制的空间,如焊缝根部小直径管道等;空间分辨率高,有利于缺陷的精确定位及尺寸量度,并可作为声源应用于理论研究。早期受到激光器件与相关学科发展的影响,激光超声自20世纪70年代提出到80年代中期成为热点之后,尚未达到人们预想的应用效果。20世纪末21世纪初,随着激光、电子、计算机和相关学科的发展,经过近10来年的技术积累,激光超声已经从方法探索步入技术研究与开发应用阶段,特别是国外一些新型的航空装备上已经开始采用这一检测新技术。我国则错过了这一个关键时期的技术积累。
2激光超声检测的原理
激光超声是利用高能量的激光脉冲与物质表面的瞬时热作用,在固体表面产生热特性区,然后利用这种小热层在材料内部向四周热膨胀扩散产生热应力,从而通过这种热应力产生超声波。激光作用在材料上产生两个热特性区:灼烧区、热弹区。
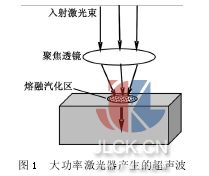
2.1灼烧区
如图1所示,在高的能量作用下,物体的温度升高超过了其蒸发温度,原子以高速离开物体表面,产生一个动量,这种产生超声的模式称为热蚀效应。
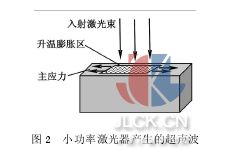
2.2热弹区
如图2所示,当激光器的能量不足在表面上形成腐蚀现象时,在固体表面产生热特性区,从而在物体内部产生应力波即超声波,较低的吸收率下,表面吸收的热量没有超过其融化温度,产生源是一个短暂的膨胀过程,与这个膨胀相关的压力波绝大部分低于弹性范围内,这种模式称为热弹效应。
通常所说的激光超声指的是热弹区,由于用于激励的脉冲激光器与被检测物体表面之间不需要任何机械连接和接触,因此,这种方法具有很好的工程应用潜力和前景。当采用光学方法接收激光束在被检测材料中产生的超声波时,这种方法可以完全实现非接触的超声检测。
3激光超声检测技术
3.1激励用激光器
激光超声系统是一个集光、机、电、算的复杂的检测系统,主要由两部分组成,即超声波的产生与接收。产生超声波的激光器目前主要有a)Nd:YAG激光器[1],该激光器产生的激光波长是1064nm,激光器的能量为300mJ,发出的激光光斑直径是6・5mm,该激光器激励出的超声波的脉宽是5ns;b)CO2激光器[2],该激光器的光脉冲持续时间为70ns,根据制造需要,CO2激光束的形状是长方形的,光斑直径大约5mm左右; c)XeCL(308nm)激光器[3],激励出的脉宽是40ns,XeCL激光器与CO2激光器有相似的光束形状,光斑直径大约是3mm。在对碳纤维树脂基复合材料检测时,复合材料对这几种波长的激光器有不同的吸收特性和烧蚀阈值[3],选用Nd:YAG激光器比较常见。
3.2光学接收技术
非接触的超声波接收技术较多,常用的方法有电磁声换能器(EMAT),电容换能器(MSAT)及空气换能器等,但是这些非接触光学探测方法的应用除了各自的局限性(如EMAT要求被检测样品为导体;ES2AT要求样品表面抛光;空气换能器带宽较窄等)之外,其共同的特点是虽然是非接触式的,但相隔距离不能很远(几毫米到几十个毫米),探测灵敏度随样品及换能器间的距离增大而降低。要真正实现远距离的非接触式检测只能采用光学检测技术。非干涉的刀口技术要求样品表面非常光洁,难以用于粗糙表面。所以要想实现远距离的检测,常用光学干涉技术,常用下面两种干涉方法来实现超声波的接收:
3.2.1光外差技术
光外差方法通常用的是迈克逊干涉仪,探测的表面是镜面,图3是外差干涉仪的原理图。
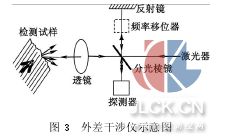
光外差方法对频率的响应受探测器截止频率影响,因此大于探测器截止频率的超声振动应该有补偿措施,用一个机电反馈回路来实现这种补偿效果。外差干涉法对表面的位移敏感,但是却无法消除工业现场各种振动对探测的干扰,此外,这种方法对光点的尺寸大小有非常苛刻的限制,只有光点尺寸达到一个散斑大小时才能达到最佳的检测效果,因此光外差方法只能用于实验室条件下光滑表面的超声振动的检测,在外现场检测中常用的是速度干涉仪。
3.2.2速度干涉仪
速度干涉仪也叫作时间延迟干涉仪,它是基于多普勒频移原理而应用的一种光学检测方法,如图4所示。
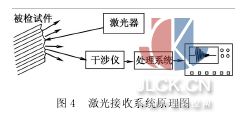
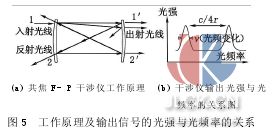
当激光照射在振动物体表面时,根据多普勒频移的原理,发射或散射光的频率发生了变化,变化的频率里加载了超声波的振动频率,干涉仪把频率的变化转变成光的强度的变化,经过一系列的处理手段,转变成电信号在示波器上显示出来,分析信号的特征就可以得到对被检测试件内部的情况。速度干涉仪对检测物体表面的速度特别敏感,对微振动有较好的检测能力。这种干涉仪有双光束干涉和多光束干涉,用的较多的是共焦的多光束干涉仪,也就是F-P干涉仪,它有突出的优于其他干涉仪的特点[4],图5所示是光线在干涉仪的传播路线及输出信号的光强与频率的关系。
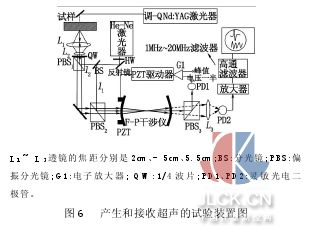
采用图6所示的工作系统[5],用一个调Q Nd:YAG激光器,打在被检测的试件上面,用一个He-Ne激光器在试样另一面来接收产生的超声波,信号检测取决于携带超声的激光束频率的频移,利用多光束干涉的特点,频率的变化转变成输出光强的变化,从而实现光学方法的超声检测。L1~ L3透镜的焦距分别是2cm、-5cm、5.5cm;BS:分光镜;PBS:偏振分光镜;G1:电子放大器; QW:1/4波片;PD1、PD2:灵敏光电二极管。
4在航空工业中的应用
由于激光超声检测技术有突出的优点,常用于复杂的几何形状如:楔形结构、拐角结构、V型结构、T型结构、蜂窝夹层结构等,国外在航空工业及其他领域都有较好的应用效果。
a)高温大曲面的复合材料平板的检测[6]图7是激光超声检测曲面复合材料平板的原理图。被检测材料的表面温度是1400℃,厚2.24mm,大小254mm×254mm,生成C-Scan扫描图像,可以直观分析内部的缺陷,用这种方法使曲面物体的检测变得容易得多。
b)复合材料构件涂层的监测和控制系统[6]。能够对涂层的变化进行监测,及时发现影响飞行的一些变化,使事故防范于未然(图8)。
c)用于环氧树脂机身平板、机舱平板、方向舵、尾翼[7]等其他飞机结构件的检测(图9)。


此外在其他领域也有广泛的应用:可以对产品的生产过程进行监控,如利用激光脉冲的时间间隔可以在线对钢管的厚度进行测量[7],这样可以明显提高生产速度,提高钢材的产量;还可以对材料的弹性应力进行在线测量[8],便于监控产品的质量和性能,降低生产成本。目前在我国这项技术还处于试验室研究阶段,在工业生产方面还没有大规模的投入使用。
摘自:中国计量测控网






