
射线照相代码法评片
发布时间:2017-09-01
1现状和问题
自20世纪30年代(1934年)德国贝多儿特(Bethold)创建世界上第一个X射线无损检测中心以来,用射线照相影像来诊断和评定焊缝质量,已成为世界各国锅炉、压力容器和压力管道的常规无损检测手段。用射线照相来检出和评定的焊接缺陷主要有两大类:一类是气孔、夹渣、未熔合、未焊透、裂纹等内部缺陷;另一类是焊缝内外表面边缘的咬边、根部凹陷、根部下塌、收缩沟、断头、内凹等外观缺陷。早期使用的部分缺陷术语,一直沿用至今。在质量控制领域,国际合作也日益扩大。国际焊接学会(ⅡW)的缺陷术语,自1970年起几乎一直处于垄断地位。与此同时,德DIN 8524:1971缺陷分类评定这份标准,也被世界上不少国家所采用。该标准首开用数字作缺陷代码的先例,特别是对单面焊根部的各种外观缺陷,作了较细的表征分类。该标准后又为ISO 6520:1980及欧标EN 16520所采用。但射线照相缺陷用特定数字分类,实际上涉及到很高的评定要求,故一般多倾向于采用ⅡW的符号代码法。
数字代码评定法已成为缺陷评定非常主观的方法。凡可明确判定为外观缺陷的,对缺陷位置和性质都要作记录。有一种不良倾向:对根部下榻,根部内凹,根部尖深咬边,以及有时还对根部线状气孔,总是千篇一律统统定为D类缺陷。而目前焊缝射线照相缺陷按EN 25817:1992标准评定和验收的越来越多,凡判为D类的缺陷,按质量等级B就不再允许,因此焊缝评为不合格,必须返修重焊。
本文试就ⅡW采用的焊接缺陷符号代码、德国射线无损检测中心(DRR)研制的符号代码以及德DIN 8524:1997和欧标EN 25817:1992制定的数字代码,作一对照和评述,以便为射线评片人员对焊接缺陷的表征分类和记录报告的规范化、合理化、简明化提供参考。
2代码法评片的重要性・示例及简评
2.1重要性
X射线照相底片上的缺陷评定基本上由以下三步组成:(1)观察底片上由缺陷引起的局部黑度变化;(2)由底片上出现的缺陷影像特征(形状、大小、分布、位置等),对缺陷进行定性分类;(3)由此影像判定缺陷的严重程度,并对照标准评定其合格与否,要否返修?
底片上影像黑度的观察,在信噪比S/N≥3-5的前提下,一般相关于对比度的灵敏度(美称对比灵敏度,欧称厚度灵敏度△X或△X/X・100%)和人眼视觉的敏锐度或最小可见对比度(△Dmin)。当小缺陷的影像尺寸(W)小于不清晰度(U)时,不清晰度也会影响到缺陷影像的识别,即C=C0・W/U。至于影像数字化,以及对于计算机图像识别程序的技术,目前还在发展之中。用电脑评片要靠完善的专家系统,但对单面焊根部存在的各种外观缺陷,要根据底片上的影像来诊断和识别,仍离不开评片人的经验和知识。换言之,缺陷影像用人眼主观识别、定性、分类、评级,取决于经验知识的积累;而用机器客观识别、定性、分类、评级,则有赖于数据的存储和图像处理。目前所拥有的分类程序,均未仔细研究机器识别分类过程中可能遇到的种种困难,因而它所提供的只是获得所谓公共语言基础。
要根据底片上的影像黑度特征(黑度变化的大小、快慢、位置、趋势等),来判定缺陷性质,要求对材料及其制造过程,还有对该材料已经受到或可能受到的应力情况心中有底。特别要求对被检工件的制造全过程(包括放样落料、卷板、刨边、组装、焊接、校圆、热处理及返修等),要有充分的了解。这是作为射线无损检测行家的起码条件。有时,往往还得判定被检工件(通常是焊缝)有无足够强度、可否不受某些约束也能满足使用要求、或者必须返修。在这方面,当然可按照相关行业标准所规定的质量等级和验收条件进行评定,但由于单一检测方法的局限性可能会影响评定结果,因而总得由经验丰富的行家来拍板。
2.2示例
鉴于V型坡口单面焊内部缺陷、表面缺陷和根部缺陷的多样性和特殊性,这里将有关典型缺陷的
断面图示于图1。这些焊接缺陷的名称和相应代码(符号或数字),按以上提到的三种代码法[即DRR(德国贝多尔特射线无损检测中心)、ⅡW和DIN8524]列于表1中。
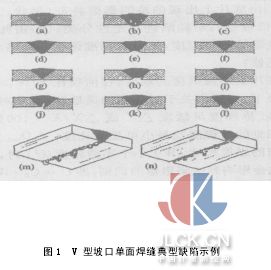
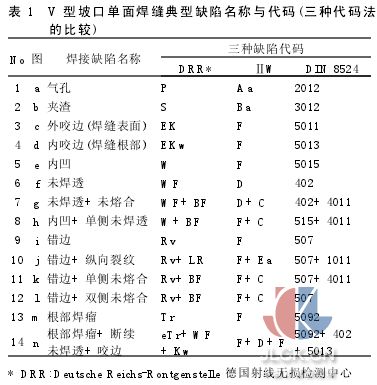
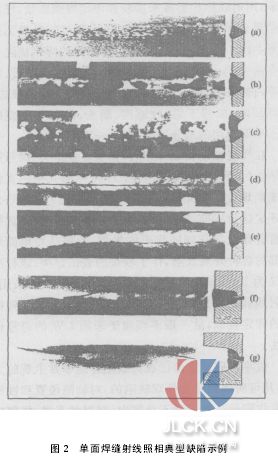
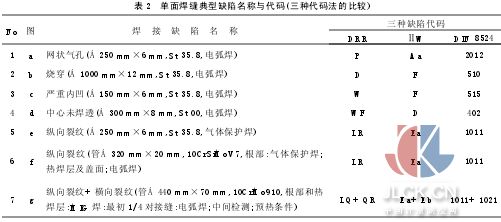
图2是单面焊中典型缺陷的射线照相照片及其断面图例,缺陷名称和相应代码,也按三种代码法列于表2中。
2.3简评
由表1、表2可见,三种代码法对焊接缺陷的表征分类繁简不一,各有千秋。其特点为:(1)DDR用德文字母标定,ⅡW用英文字母标定,而DIN 8524(国内熟知的ISO 6520标准的前身)用数字标定:(2)DDR和DIN代码较细,对缺陷位置、形态有区分符号,尤其是DIN似有过细之嫌,评片人员若无一定功底,则举笔惟艰;而ⅡW对缺陷定性从简,按字母程序排列(A、B、C、D、E分别表示气孔、夹渣、未熔合、未焊透、裂纹),易记易用,但对各种外观缺陷,对单面焊根部缺陷,诸如外咬边、内咬边、内凹、错边、下榻、烧穿、收缩沟、焊瘤等,不分青红皂白,一律冠以“F”,实属过简,不利于焊接质量的正确评价和适当处理。此为ⅡW代码法的最大弱点。笔者认为,上述缺陷可用F后加数字予以区分。
3讨论
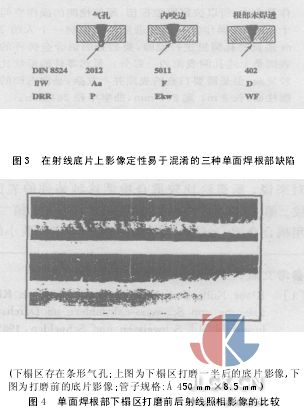
图3为在射线底片上影像定性易于混淆的三种单面焊根部缺陷,图4为单面焊根部下榻区打磨前后射线照相影像比较。
对图3所示V型坡口单面焊根部缺陷在射线底片上出现的影像,该如何定性分类,往往会产生争议。有的人不假思索,快速反应:非未焊透莫属!试举一例:某台压力容器( 450 mm×8.5 mm),单面焊缝射线底片影像见图4(下),制造方评为根部断续性线状气孔(代码A),认为可放过;用户验收检测评为未焊透(代码D),坚持要返修。最后决定根部修磨一半,再摄片重评[见图4(上)],结果发现根部气孔依然如故,缺陷评为D是莫须有。除此之外,加垫板单面焊根部在底片上的一些所谓不明阴影―收缩沟、内咬边、层间夹渣与未焊透,也可能鱼目混珠:是D类缺陷还是F类缺陷,模糊不得!可见,针对这方面的问题,评片人员有必要加强基本功的训练。这也是RT-Ⅲ级人员培训教育的一个重点内容。
摘自:中国计量测控网






