
低压涡轮工作轮射线照相工艺的探讨
发布时间:2017-09-01
1引言
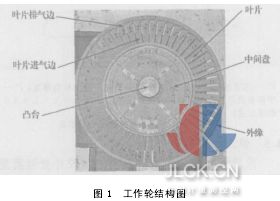
低压涡轮工作轮是某军事装备上的关键部件,良好的质量是保证其安全运行的前提条件。考虑它是一种精密铸件,故射线方法更适合其内部缺陷的检测。但其较复杂的结构给射线检测造成一定的困难,工作轮结构如图1所示。
采用射线检测方法所面临的不利因素可概括如下:①透照厚度变化大。叶片的进气边的厚度为4.0mm左右,排气边的厚度为1.5mm左右,从厚边到薄边成异型递减,造成了厚度分布的严重不均匀。②胶片布置不方便。凸台的存在给叶片和中间盘的布片带来困难,使胶片和检测部位不容易直接接触,从而受到散射线的影响。③部分区域底片成像较复杂,影像为多个透照部位的叠加。
2探伤工艺
根据工作轮的结构特点,将工作轮划分为叶片、中间盘和外缘三个区域分别考虑。
2.1透照方式选择
①叶片的透照方式
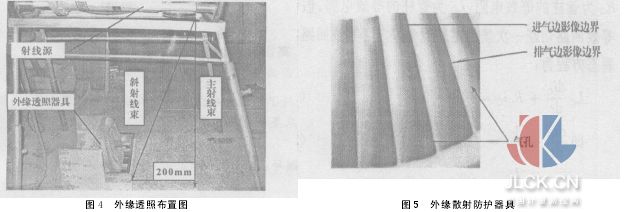
叶片的透照布置如图2所示。为克服透照厚度变化大的不利因素,兼顾宽容度和灵敏度的影响,采用了“提高管电压、增大焦距、进排气边两次透照”的工艺措施。[1]制作并使用了图3所示的散射防护器具。该器具是在一块平整的400 mm×400 mm×30mm的木板上放置一层1.5 mm厚的铅皮,在其中心位置制作一圆孔。在透照时将凸台放置在圆孔内,使胶片和叶片尽可能地接近,减少散射线的作用机会,确保较小缺陷的检出。
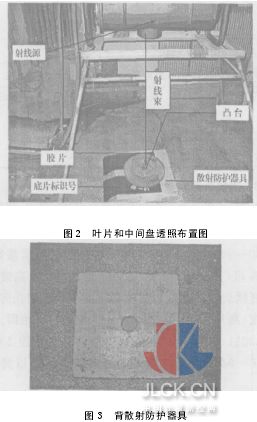
②中间盘的透照方式
中间盘的透照布置如图2所示。所采用的工艺措施与叶片相同。
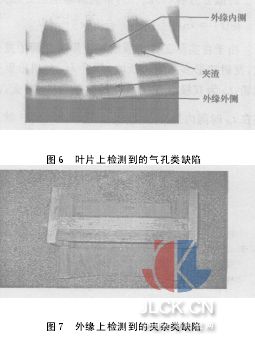
③外缘的透照方式
采用斜射线束透照外缘,透照布置如图4所示。为方便布片,减少散射线的影响,制作并使用了图5所示的器具。
2.2透照工艺参数的选择
所选用的主要工艺参数如表1所示。

3结论
按照上述透照方式和工艺参数对工作轮进行透照,可有效检测到工作轮中存在的裂纹、气孔、疏松等铸造缺陷(检测到的部分缺陷图像如图6、图7所示)。
4讨论
①胶片尽可能靠近、最好紧贴检测部位是至关重要的。从工作轮工艺试验情况来看,如果胶片与透照部位存在空隙,在透照底片上会出现类似于铸造疏松的显示影像,该影像与真实的疏松缺陷影像很难区分开。
②由于叶片根部对外缘的遮挡造成外缘在透照方向上的厚度过大,底片出现黑度较低的影像重叠区域。该区域影像边界模糊。
摘自:中国计量测控网






