
首页>技术中心>技术资讯>有缝与无缝不锈钢管的涡流检测鉴别技术
有缝与无缝不锈钢管的涡流检测鉴别技术
发布时间:2017-09-01
1前言
在石油化工行业中,大量应用不锈钢管以耐工艺介质的各种腐蚀。不锈钢管分为有缝和无缝两种。有缝管由于管子存在焊缝,耐腐蚀的能力较无缝管差。然而,由于种种原因在工程建设中经常出现有缝管与无缝管混料的情况,另外,两种钢管存在很大的价格差异以至个别商家以有缝充无缝来牟取暴利。尤其是内外表面都经过机加工的有缝管从外观根本看不出来与无缝管有什么区别。如果将有缝管用于应该使用无缝管的部位,介质将使管道焊缝很快腐蚀,从而导致泄漏引起火灾爆炸等重大事故。因而,在工程中鉴别钢管有无焊缝存在对于确保工程质量,杜绝以次充好现象具有非常重要的实际意义。传统的鉴别方法是采用酸蚀法,由于不锈钢管非常耐酸腐蚀,故用酸蚀的办法检查不行。通过试验发现,采用涡流检测技术来鉴别不锈钢管是否存在焊缝效果非常好,鉴别速度快,且对被检表面状态要求不高。
2涡流检测鉴别的原理
导电体接近通有交流电的线圈,线圈中的交流电产生相应的交变磁场。该交变磁场通过导体,由于电磁感应的作用,在导体内感生出涡流,导体中的涡流也会产生自己的磁场,即涡流磁场。其作用改变了原交变磁场的强弱。当导体的几何形状、物理性质(电导率、磁导率)及不连续(如缺陷)产生变化时,将影响到涡流的大小和相位。从而导致线圈电压和阻抗的变化,就可以间接地知道导体中的信息。有缝不锈钢管由于焊缝部位的金属组织与母材金属组织显著不同,而金属组织是决定材料磁性的主要因素之一,亦即确定磁导率的大小。所以,焊缝部位的磁导率与母材的磁导率存在着较大差别。磁导率变化将引起线圈阻抗变化,从而鉴别出焊缝与母材。
3涡流检测线圈的选取
3.1检测线圈形式的确定
涡流检测线圈可分为穿过式线圈、内通过式线圈和放置式线圈。检测线圈的选择应考虑必须能检测出试样中的缺陷,还应与试样大小、探伤仪的电特性相匹配。穿过式线圈和内通过式线圈只能检测周向缺陷与长度很短的轴向缺陷,而有缝不锈钢管的焊缝都是与钢管长度等长的轴向走向。故无法采用穿过式线圈、内通过式线圈实施检测鉴别。而放置式线圈,即点式探头,可置于钢管端部沿圆周方向移动360°即可实施局部范围内的检测鉴别。所以检测线圈形式必须选择放置式线圈。
3.2检测频率的确定
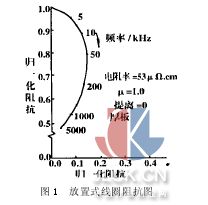
在涡流检测中,检测频率与检测灵敏度有很大关系,因而在选择频率时要慎重。通常应根据以下三点进行考虑:(1)涡流的渗入深度;(2)缺陷和其他参数的阻抗变化;(3)检测速度。涡流的渗入深度D= 由此式可见,频率越高渗入深度越小,内部检出灵敏度低而表面检出灵敏度高。不同频率对同一缺陷同一参数的阻抗变化影响也是不同的。通过频率的选取,可找出缺陷与干扰因素阻抗变化之间的最大相位差,以利于检测目的需要。当检测速度达每秒几米时,必须考虑检测速度对检测频率的影响。因为检测速度快,缺陷通过检测线圈的时间就短,检出的几率就要降低,此时,必须提高检测频率。选择检测频率的方法是利用阻抗平面:首先,找出由缺陷引起的阻抗变化最大处的频率;然后找出缺陷与干扰因素阻抗变化之间相位差最大处的频率。由于检测线圈采用放置式线圈,根据其受频率影响的阻抗图(见图1)。应选择频率在20~200kHz拐点的范围内。但为了提高检测灵敏度,可将检测频率提高到500kHz。
由此式可见,频率越高渗入深度越小,内部检出灵敏度低而表面检出灵敏度高。不同频率对同一缺陷同一参数的阻抗变化影响也是不同的。通过频率的选取,可找出缺陷与干扰因素阻抗变化之间的最大相位差,以利于检测目的需要。当检测速度达每秒几米时,必须考虑检测速度对检测频率的影响。因为检测速度快,缺陷通过检测线圈的时间就短,检出的几率就要降低,此时,必须提高检测频率。选择检测频率的方法是利用阻抗平面:首先,找出由缺陷引起的阻抗变化最大处的频率;然后找出缺陷与干扰因素阻抗变化之间相位差最大处的频率。由于检测线圈采用放置式线圈,根据其受频率影响的阻抗图(见图1)。应选择频率在20~200kHz拐点的范围内。但为了提高检测灵敏度,可将检测频率提高到500kHz。
3.3线圈直径的确定
放置式线圈的直径与检测灵敏度成反比,为了得到高的灵敏度,探头直径应该等于或者小于所要检测的缺陷长度。在焊缝的检测鉴别中,所要检出的缺陷长度亦即最小的焊缝宽度,此宽度一般为2mm左右,故检测线圈直径≤2mm。
4对比试样的制备
制备对比试样的目的是为了调节检测灵敏度、确认检测系统的性能。对比试样的材质、尺寸、人工缺陷种类、大小、加工方法及校核方法都应依据相应的标准进行。
尤其对比试样的材质、尺寸、热处理和表面状态等必须与被检工件相同。为了检测鉴别不锈钢管是否存在焊缝,选取两块与被检材质相同、壁厚相同的不锈钢材料,然后采用不锈钢焊条焊在一起,再将焊缝端面部位打磨至与不锈钢管端面相同的程度即可。最后,可用参数设置好的涡流检测系统来鉴别焊缝边界,并保证涡流信号明显可识别。
5检测鉴别
选定放置式线圈后,调好涡流仪的水平、垂直扫描范围,将线圈放置在对比试块端的母材部位,进行平衡调节。然后以某一恒定的速度移动并跨过焊缝。使焊缝信号的幅度大于荧光屏刻度的50%以上。然后将线圈放置到被测不锈钢管的端部,并离开边缘至少2mm以上进行平衡调节。调好后以某一恒定的速度沿周向移动,即可对该不锈钢管是否存在焊缝进行有效判别。
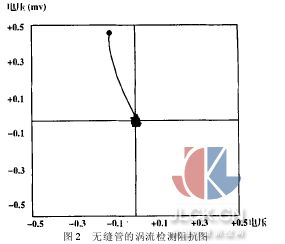
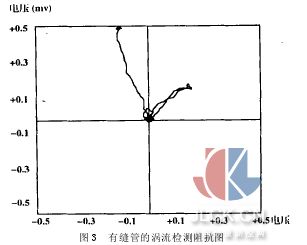
图2是无焊缝的不锈钢管的涡流检测阻抗图。由图可见,阻抗图形状基本上是一个位于平衡点的圆点。而图3是有焊缝的不锈钢管的涡流检测阻抗图。为了进一步确认焊缝的存在,特地在涡流检测认为有焊缝的部位进行金相试验,从金相试验可清晰地看到焊缝熔合线的存在(见图4)。

通过上述方法,可以很快地识别不锈钢管是否存在焊缝。
摘自:中国计量测控网






