
典型机械安全操作(二)
发布时间:2017-09-01
(5)钻床的安全操作。
与车床主要是加工回转体工件中心部位的孔相比,钻床可加工盘套类、轴类、箱体支架类工件上多种形式和不同部位的孔,如轴承孔、连击孔、定位销孑L等。钻削时,钻头做高速旋转运动,加之工件类型的多样性,很容易造成事故。实习时,除了必须遵守金属切削机械的安全操作规程外,还要特别注意以下安全事项:
①切忌不能用手握住工件进行加工;不得用手去触摸旋转的钻夹头或钻头,不得用棉纱去擦拭沾在旋转钻头上的切屑。
②更换钻头时,要采用专用工具来松、紧钻夹头,不得用手锤敲击。
③摇臂升降、摇转以及钻夹头左右移动时,要松开锁紧手柄,以防损坏钻床。
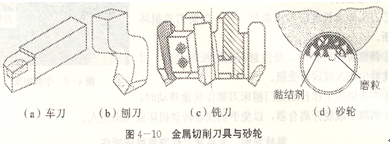
(6)磨床的安全操作。 磨床所用的刀具是砂轮,它是由成千上万颗磨粒和结合剂烧结而成的多孔物体。一颗磨粒的作用相当于一把车刀,不同的是车刀、铣刀、钻头是由金属材料制成的切削刀具,而组成砂轮的常用磨粒材料是A12O3,SiC等。这些材料具有很高的硬度和热性能,因此,磨削能够胜任高速切削。磨削过程中产生大量的热量和砂轮破碎是造成安全事故的主要因素。金属切削刀具与砂轮如图4一10所示。
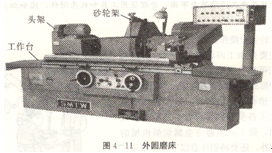
磨床属于精密机床。磨床可以加工零件上各种平面、沟槽,外圆和内孔,以及齿轮、螺纹和其他成形面等。磨床有外圆磨床、内圆磨床、平面磨床等,图4―11所示为外圆磨床。
除了应遵守金属切削机床的安全操作规程外.还要特别注意以下事项:
①采用于磨法磨削T件或修垫砂轮时,必须开启吸尘装置,一定要戴防护眼镜,操作者应站在砂轮的侧面。
②砂轮工作速度绝对不能超过允许速度;砂轮切入时,不准快速直接接触工件表面,要留有一小段距离缓慢地进给,以防砂轮突然受力后破裂飞出发生事故。
③更换砂轮时,应根据声响判断新砂轮是否有裂纹;正确安装和紧固砂轮后,将安全防护罩装上紧固且进行平衡试验,确认无误后才能使用。
④砂轮未退离工件表面时,不得突然停止运转;进行测量时,应将砂轮退到安全位置上,待砂轮停转后方能进行。
⑤采用湿磨法时,切削液必须充分和连续,以降低切削区温度,一旦切削液中断,要立即停机;不准突然由于磨转为湿磨,以防高温状态下的砂轮骤冷碎裂。
⑥一次磨削多个小尺寸工件时,需要设置档铁限位,防止jr:件受力飞出或砂轮爆裂。
⑦磨床液压系统的压力不得低于规定值。若液压缸内有空气,可移动工作台于两端将其排除,以防液压系统失灵造成事故。
2、常见现代制造技术实验设备的安全操作
现代制造技术是传统制造技术不断吸收机械、电子、信息、材料、能源及现代管理
技术等方面成果并将其综合应用的制造技术的总称。以现代制造技术为载体,出现了多种新的工艺和设备。下面介绍几种在实习中会进行操作的机床。
(1)数控机床的安全操作流程。数控机床和普通机床一样都是通过刀具(或磨具)与工件之间的相对运动来实现切削加工,两者的不同之处在于控制切削运动的方式不同。数控机床是按照预先编制好的加工程序自动对工件进行加fr,而普通机床通常必须由手工操作来完成整个加工过程。控制方法的不同致使对实验操作的安全要求也不同,除了应遵守普通切削机床的安全操作规程外,还有专门的如下要求:
①数控程序要在计算机上经过仿真校验,确保程序的正确性,检查确认无误后才能传人机床用于零件加工。
②自动运行程序前,可利用机床上的模拟仿真或空运行模式检查程序的正确性。
③机床运行前,必须先关闭安全防护门;操作过程中,必须集中注意力谨慎操作,一旦发生问题,及时按下复位按钮或紧急停止按钮。
④出现报警时。要先进人主菜单的诊断界面,根据报警号和提示文本,查找原因。
及时排除警报。
⑤实习学生在操作时,旁观的同学禁止按控制而板上的任何按钮、旋钮,以免发生意外及事故。
⑥严禁随意修改、删除机床的任何参数。
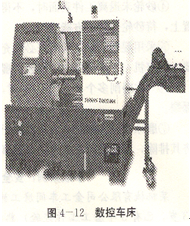
数控机床的种类很多,如数控车床(如图4―12所示)、数控铣床、加工中心等。它们都是比较精密的自动化机床,操作设定流程很复杂,编程也需要经过较长时间的学习准备,操作中应特别注意安全规程。操作数控机床也应遵循相应的普通机床的安全操作原则。
参考资料:实验室安全与环境保护






